In the field of laser welding, whether it is the user as a customer or the equipment as a supplier, once a laser welding project is in front of you, pulse welding or continuous welding is almost the first consideration. Because this problem involves many factors such as cost, process, processing efficiency, light source, and subsequent equipment upgrades, it has to be treated with caution. In this paper, some simple explanations are made from the aspects of principle, light source, beam characteristics, characteristics of each welding process and application range.
- Related principles
There are many ways to classify lasers, such as infrared, visible, and ultraviolet according to wavelength classification.
According to laser working materials, there are CO2 lasers, fiber lasers, Nd3+:YAG solid-state lasers, Nd3+:YAG disk lasers, direct semiconductor lasers, dye lasers, etc., and continuous and pulsed lasers are determined according to the working method of the laser. Generally speaking, once the laser beam goes back and forth in the resonator, it will output once, and the continuous back and forth (also called high-frequency oscillation) will form multiple outputs. When the output frequency reaches a certain critical value, we call it Continuous light, otherwise it is called pulsed light, and the corresponding lasers are continuous lasers and pulsed lasers. However, there is no uniform and clear standard for the division of the two in the academic circles and in the industry. The more common saying is that when the repeated light frequency is 102Hz and below, it is a pulse, and when it is 102~103Hz, it is a quasi-continuous (QCW), 103~ 106Hz is continuous (referred to as CW), and 106~109Hz or even higher is supercontinuous. In terms of respective power parameters, CW lasers generally only give power, while pulsed lasers give single pulse power, average power, pulse width and frequency, etc. The specific cost-effective method is: average power = single pulse power × pulse width × frequency.
In most cases, continuous welding uses fiber lasers. In recent years, with the continuous maturity and stability of industrial-grade direct semiconductor lasers, its application in continuous welding has gradually increased.Pulsed lasers are characterized by pulsed light output with low light output frequency. Lasers with lower power can emit ultra-high pulse energy. For example,500W pulsed laser, the single pulse power can reach 12KW or even higher. In this way, the same The welding penetration of pulsed lasers with higher power is greater than that of fiber (continuous) lasers. CW lasers are characterized by ultra-high output frequency and relatively stable and low single pulse energy.
- Beam characteristics
As we all know, the beam emitted by the CW (fiber) laser is a typical Gaussian beam, the power density at the optical center is very high, and the power density decreases rapidly along the outward of the optical center. The light intensity of pulsed lasers is a flat-top distribution, the energy is approximately uniformly distributed on the surface perpendicular to the beam.
- Welding process
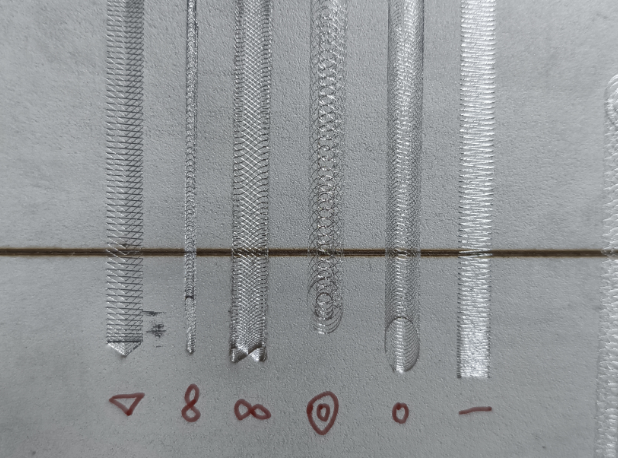
The continuous welding light output frequency is very high. If good welding protection and suitable welding parameters are adopted, a uniform and smooth weld seam can be obtained. This kind of weld seam basically does not need grinding or polishing. However, due to the low light frequency of pulse welding, clear and intermittent knocking sounds can be heard during work, and a smooth fish-scale weld is obtained, which is somewhat similar to argon arc welding, or it can also be used as needed,form a full single spot welding spot. In the process of processing, continuous welding only needs to select a few parameters such as the appropriate welding track, operating speed, and power, which is relatively simple, while pulse welding requires the adjustment of pulse width, light output frequency, single pulse power, operating speed and pulse. Many parameters such as waveforms are considered comprehensively, which is relatively complicated.
The energy density of the fiber laser beam at the optical center is very high, and under the current technical means, the laser beam can be coupled into the energy transmission fiber with a very fine core diameter, so the medium and high power optical laser is very suitable for deep penetration welding,get welds with extremely large aspect ratios. The characteristics of the flat-top distribution of pulsed laser beams have great advantages for heat conduction welding represented by thin plate splicing welding.
- Application
Because of its high stability, low power consumption, high efficiency, extremely high beam quality and energy density, continuous (fiber) lasers have continuously occupied the market of CO2 lasers and Nd3+:YAG solid-state lasers in the field of welding in recent years. The future market share will not continue to expand. Currently in the market, continuous welding is mostly used for deep penetration welding. For example, in the field of auto parts, fiber optic (continuous) lasers are basically used for welding. With the continuous development of fiber laser technology and direct semiconductor laser technology, continuous welding will be applied to more fields. In addition, the continuous welding process, with its extremely high efficiency and stability, fits well with the general trend of the current manufacturing industry from manual and semi-automatic production mode to intelligent and automatic. The pulse welding market will continue to shrink in the future, especially at this stage, fiber lasers have developed quasi-continuous lasers that can compete with them. However, we have also changed to see that Nd3+:YAG solid-state lasers are low in cost, easy to use and easy to maintain, and many special materials and special welding requirements require the use of pulse welding, which also makes pulse welding exist for a long time in the future.
How to choose two welding methods is a problem that needs to be considered comprehensively. Factors such as price, use cost, process requirements, and production efficiency should be taken into consideration. Pulse welding has low efficiency and high use cost, but low cost and high single pulse energy; continuous welding has high efficiency, low operating cost but high price. Both have their own advantages and disadvantages, so they have different application ranges.
Welcome to contact us for more details.
 CN
CN AR
AR ES
ES RU
RU